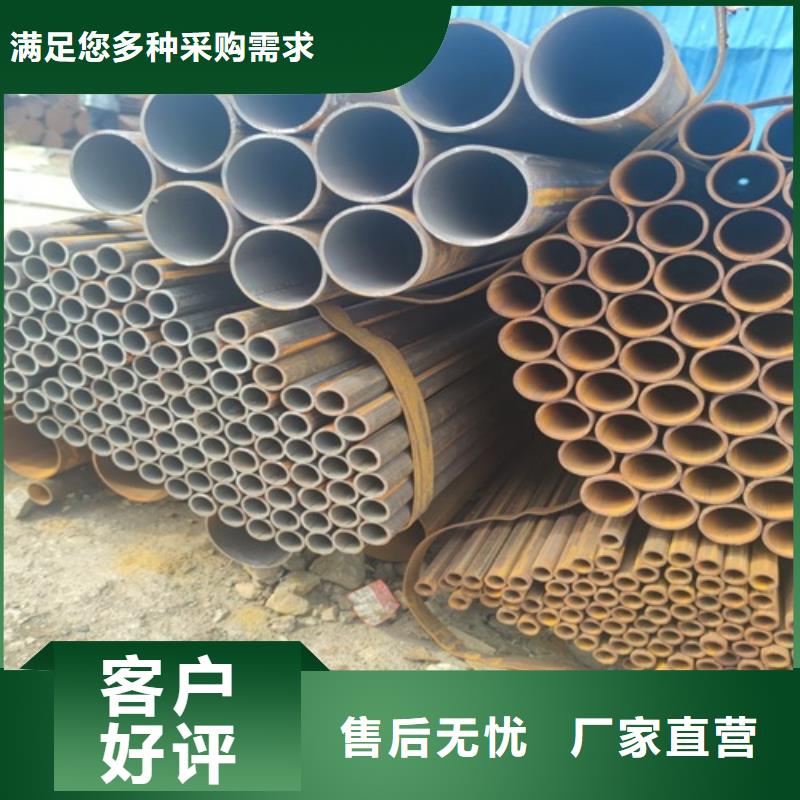
以下是:【焊管无缝钢管专业厂家】的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 100000吨 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 0 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q345 Q235等 |
|---|
| 产品品牌 | 鹏鑫 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 原色 |
|---|
| 适用领域 | 机械等 |
|---|
| 是否进口 | 否 |
|---|
【焊管无缝钢管专业厂家】,鹏鑫钢铁(宝山区分公司)为您提供【焊管无缝钢管专业厂家】,联系人:李经理,电话:【18762195566】、【18762195566】,请联系鹏鑫钢铁(宝山区分公司),发货地:山东聊城经济开发区武夷山路。 上海市,宝山区 宝山区位于上海市北部,东北濒长江,东临黄浦江,南与杨浦、虹口、静安、普陀4区毗连,西与嘉定区交界,西北隅与江苏省苏州市太仓市为邻,横贯中部的蕰藻浜将全区分成南北两部,吴淞大桥、江杨路大桥、蕰川路大桥、康宁路大桥、沪太路大桥横跨其上。全境东西长17.5千米,南北宽约23.08千米,区域总面积365.3平方千米,其中陆域总面积302.3平方千米。截至2022末,宝山区常住人口227.19万人。
无论您是初次接触还是已经熟悉,我们的【焊管无缝钢管专业厂家】产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:【焊管无缝钢管专业厂家】的图文介绍


Q235B焊管的质量特点及优势分析: Q235B焊管的保温性以及耐腐蚀性好,产品除了少数氢化剂外,在运用的过程中能够耐多种化学介质的侵蚀,在运用时会具有优异的耐酸、耐腐蚀以及耐碱的功能,产品在运用的过程中不会繁殖细菌。 Q235B焊管由于资料导热系数低,20摄氏度的导热系数为0.21-0.24W/mk,比钢管(43-52W/mk)、紫钢管(333W/mk)小得多,故PP-R管保温性好。 Q235B焊管在进行运用的过程中其寿命比较长,管材在额外的运用温度以及压力下,其运用寿命能够到达50年以上,Q235B焊管具有防紫外线、防辐射以及使产品。 Q235B焊管的耐热性好,在进行作业的过程中其水位为70度其软化的温度为140度。产品在运用的过程中非常的卫生且,在进行制造的过程中其资料完全是由碳合氢两种无素组成。 Q235B焊管在进行加工的过程中没有增加其任何的有毒重金属稳定剂,在运用的过程中其资料的卫生功能已经通过其的部分进行检测过了,质量非常的牢靠。



Q345B直缝焊管探伤保证 Q345B直缝焊管质量检验方法有很多种,其中物理方法也是常用的检验方法,物理检验就是利用一些物理现象进行测定或检验的方法。材料或Q345B直缝焊管内部缺陷情况的检查,一般都是采用无损探伤的方法。当前的无损探伤有磁力探伤、超声波探伤、射线探伤、渗透探伤等。 磁力检验 磁力探伤只能发现磁性Q345B直缝焊管表面和近表面的缺陷,而且对缺陷仅能做定量分析,对于缺陷的性质和深度也只能根据经验来估计。磁力检验是利用磁场磁化铁磁Q345B直缝焊管所产生的漏磁来发现缺陷的。按测量漏磁方法的不同,可分为磁粉法、磁感应法和磁性记录法,其中以磁粉法应用广。 渗透检验 渗透检验是利用某些液体的渗透性等物理特性来发现和显示缺陷的,包括着色检验和荧光探伤两种,可用来检查铁磁性和非铁磁性材料表面的缺陷。 射线探伤 射线探伤是利用射线可穿透物质和在物质中有衰减的特性来发现缺陷的一种探伤方法。按探伤所使用的射线不同,可分为X射线探伤、γ射线探伤、高能射线探伤三种。由于其显示缺陷的方法不同,每种射线探伤都又分电离法、荧光屏观察法、照相法和工业电视法。射线检验主要用于检验Q345B直缝焊管焊缝内部的裂纹、未焊透、气孔、夹渣等缺陷。 超声波探伤 超声波在金属及其它均匀介质传播中,由于在不同介质的界面上会产生反射,因此可用于内部缺陷的检验。超声波可以检验任何焊件材料、任何部位的缺陷,并且能较灵敏地发现缺陷位置,但对缺陷的性质、形状和大小较难确定。所以Q345B直缝焊管超声波探伤常与射线检验配合使用。


鹏鑫钢铁(宝山区分公司)秉承“科技的光芒源于人性设计,创精的品牌源于产品品质”的经营理念。以卓越的品质,周到的服务和更具竟争力的价格,为社会,为客户提供 焊管产品的解决方案,并愿与所有关心创精、信赖创精的朋友一起,携手共创辉煌明天。




直缝焊管除锈保养法: 一般要求直缝焊管管件表面达到近白级(Sa2.5实践证明,于直缝焊管管件常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺。采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm充分满足防腐层与钢管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5技术条件。当直缝焊管发生一定的锈迹时,依照一定的除锈方式和方法处理,保证直缝焊管的质量和性能,能够在不同的行业和优先域中使用,为建筑行业做出重要的贡献和作用。 直缝焊管的喷(抛)射磨料: 为了达到理想的除锈效果,应根据直缝焊管设备外表的硬度、原始锈蚀水平、要求的外表粗糙度、涂层类型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为4050HRC钢砂的硬度为5060HRC可用于各种钢表面,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。 直缝焊管的除锈速度: 即单位时间内磨料施加到钢管的总动能E及单颗粒磨料的动能E1钢管的除锈速度取决于磨料的类型和磨料的排量。式中:m磨料的喷(抛)量;V磨料运行速度;m1单颗粒磨料的质量。m大小与磨料破碎率有关,破碎率大小直接影响外表处置作业的利息及除锈设备的费用。当设备固定不变后,m为常数,y为常数,所以E也是一个常数,但由于磨料破碎,m1发生变化,因此,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。 直缝焊管的磨料的粒径及配比: 为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,防腐过程中防腐层易形成气泡,严重影响防腐层的性能。


焊管焊缝质量指标 在进行焊接工作的过程中,务必要注意焊缝的质量。正常情况下,焊管的焊缝从外观上来看的话,其的单面焊缝外观成形良好,而且平滑整齐,熔宽及加强高等均符合相应的要求。此外,所产生的焊接缺陷明显要比手工电弧焊单面焊双面成形工艺出现缺陷的概率要低。 在对焊管焊缝的外观质量进行检查之后,还需要对焊缝内部焊接情况进行检查。通常是采用X射线探伤试验进行检测。这样可以更迅速且更准确的了解具体的焊接情况。在判断焊接质量的时候,还需要结合其的力学性能进行。这是因为采用不同的焊接工艺,终所得到的焊接成品的力学性能是不一样的。 比如我们可以选择一根焊管来进行对比试验。经检测,该焊管的壁厚为6 毫米,直径为325毫米。在采用对接焊工艺进行焊接的时候,手工电弧焊和CO2气体保护焊焊接所得到的接头的性能相近,通常是前者的性能略高于后者。究其原因,主要是因为该焊管的强度标准比较高。 同样在对这两种焊接工艺进行比较的时候,我们发现在焊接完成之后,焊管接头的金相组织基本相同,主要都是由铁素体和珠光体构成。不过,后者工艺的成型质量更为可靠一些。 相比较来说,在采用这种工艺对焊管进行焊接的时候,不仅操作更加简单,而且焊接的质量更有保证,焊接速度也更快,具有成本低效率高的优势,在生产中取得了良好的效果。



【焊管无缝钢管专业厂家】,鹏鑫钢铁(宝山区分公司)为您提供【焊管无缝钢管专业厂家】的资讯,联系人:李经理,电话:【18762195566】、【18762195566】,发货地:山东聊城经济开发区武夷山路。
名片")